去年秋天,宁波一个老板拉着我去看他刚买回来的一台二手反射炉。“300多万的新炉子,现在这个价就拿下了,划算吧?”炉子点燃不到半小时,车间里就开始往外冒浓烟。隔壁工厂的人拎着灭火器冲过来问要不要帮忙,环保的无人机没几天就在头顶上盘旋了一圈。老板急得上火,整整一个星期没睡好觉。
这就是典型的“图便宜买了炉子,却被环保追着跑”。
带油带漆的废铝,是再生铝行业最难啃的硬骨头——冲压废料上残留的拉伸油,门窗废料上涂的聚氨酯粉末漆,机械加工下来的铝屑里泡着的切削液。直接往普通反射炉里倒,浓烟滚滚、有害气体超标、坩埚寿命被严重折损。最麻烦的是,熔炼过程还会产生二噁英,这在《斯德哥尔摩公约》里是严禁排放的。
今天我就把这几年在车间蹲出来的经验掰开揉碎,把反射炉的增配改造从原理到落地,一条一条说明白。
一、为什么普通反射炉搞不定带油废料?得先弄明白问题出在哪
普通反射炉的加热逻辑很简单:火焰在炉膛上方烧,铝料堆在炉底,靠热辐射熔化。老式反射炉的热效率只有8%左右,大多数热量白白散掉了。
如果废料表面有油污或油漆,问题就来了。
风险一:燃烧不完全。 油污在炉膛里来不及烧干净就被烟气带走了,排烟管里全是未燃尽的颗粒和挥发性有机物,黑烟滚滚,VOCs排放超标,环保先来敲门。
风险二:铝液质量下降。 油脂和油漆中的碳氢化合物在高温下分解,氢气会溶解进铝液里,铸件做出来全是针孔和气泡,废品率直线飙升。
风险三:坩埚寿命缩短。 铝液表面生成的铝渣层会把热量挡住,炉工只能提温来化料,坩埚在高温下迅速老化,原本用三年的炉衬两年就换。
风险四:二噁英的“定时炸弹”。 这是最要命的。废铝表面的氯源(漆里的聚氯乙烯、油里的氯化石蜡)在250℃-550℃之间会生成高毒性物质二噁英。温度超过850℃才能彻底分解,普通炉膛排烟管道冷却时又会进入这个危险区间,二噁英再次合成。熔炼有色废料是有明文要求的二噁英排放源。
所以,问题的根源就一句话:油污和漆膜没有在进炉之前处理干净。 答案是两个字:预热。
二、预热后燃的两步走工艺理念:一把火烧两遍的智慧
增配改造的核心思路,我总结成六个字:先分解,后熔炼。
把反射炉分成两道工序:预热工序和熔炼工序。用烟气余热先烤废料,把油漆挥发分解了,挥发出的有机气体再抽到后燃室高温彻底烧尽。一把火烧两遍,既清了料又解决了烟气——余热自己把自己消化干净。
第一道工序:预热段(300-500℃,缺氧环境)
废铝先进入封闭的预热室,这里不直接接触火焰,靠从熔炼室排出的高温烟气间接加热到300-500℃。在这个温度下,油污和漆膜不会燃烧,而是挥发分解变成有机气体(VOCs)。
关键点:提前做前端脱油——配备离心甩干机则可去除大部分游离油,不让湿料或油液大量带进炉膛。如果上游预处理再到位一些(清洗或热解脱浮),烧损率和烟气排放还会更低。
第二道工序:后燃段(>850℃,富氧环境)
预热室抽出来的有机气体被引入二次燃烧室,在850℃以上的高温且有充足氧气的环境下充分燃烧,将VOCs彻底分解成CO₂和H₂O,消除黑烟和有害气体。燃烧后产生的高温烟气走回预热室给废料加热,形成闭环。二噁英生成的温区是250℃-550℃,在高于850℃的温度下,二噁英可被完全分解。
参考标准同时指出,带二次燃烧的炉型,结合烟气快速冷却设施,可有效抑制二噁英类物质的产生。整个工艺体系还需要搭配活性炭吸附和布袋除尘器,根据环评批复要求对烟气完成脱硫、脱硝、脱二噁英等深度净化。
在废铝表面有涂层又有油污的情况下,选带二次燃烧的炉型能做预热,间接加热室里废铝的升温温度是可控制的,让油膜和有机物先挥发出来再到后燃室燃烧。一个现代化新项目配置下来,2套双室炉的烟气处理能力可以达到160000m³/h级别。
三、改造路径怎么选?三种方案由易到难
如果工厂已有普通反射炉,按投入由少到多,有三种改造路径:
方案一:前端预处理(投入最小,针对轻度含油废料)
在炉子前面增加物理处理环节。投资:几万到十几万。适合废料含油量不高、改造预算有限的小厂,先解决燃眉之急。设备包括离心甩干机(去油率达70%-80%)、小型烘干窑(120-200℃预热除水)和简易集气罩(收集前端烟气)。
方案二:增设预热与后燃功能(核心增配)
在原炉体基础上加装预热室和二次燃烧室。投资:几十万到上百万。改造要点包括:在炉体进料端延伸搭建封闭式预热室(结构参考专利);增设带独立助燃装置的二次燃烧室;修改烟道路径,将预热室废气引入后燃室或高温主炉膛烧尽。改造后有机废气去除率可达95%以上。
方案三:整体替换为双室炉(一步到位)
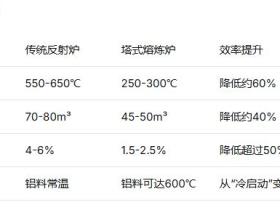
将传统反射炉用隔墙分为加热室和废料室,利用电磁泵驱动铝液循环实现热能传递,烧损率最低可达0.6%,远低于传统熔炼炉。一次性解决设计缺憾,热效率可达65%以上,烟气排放温度只需190-230℃。20万吨级再生铝项目的3套烟气处理系统,报价达到了840万元。
四、两种主流机制:双室炉vs预热室/后燃室
除了增配结构改造,两种主流反射炉机制值得了解:
双室炉:国内很多大型工厂直接选用成型带预热区的双室结构。炉子本身分两格,隔墙上预埋铝液通道口。设计细节可能包括:预热室可保护有机物在300-500℃析出挥发的低温区间稳定运行,烟气再经二次燃烧区>850℃焚毁VOCs及焦油,同时减少铝屑烧损。熔炼室内靠蓄热式烧嘴供热,通过加热助燃空气,烟气最终排向预热室,实现余热利用。
传统反射炉+顶置预热室+二次燃烧室:如果预算有限或市面没有批量需求,在现有反射炉基础上额外“背上”一个预热室和“挂上”一个二次燃烧室即可实现。烟气串联的回热路径在余节约能方面同样有效。烟气余热进预热室(300-500℃)分解VOCs,二次燃烧室>850℃烧干净;急冷降温逃过二噁英重生成温区;换热单元回收余热预加热自身助燃气或备料。
两种机制的达标排放都需要末端配备活性碳喷射吸附加布袋除尘器,大型项目则需配套脱硫脱硝直至排放浓度远低于国家标准。
几种改造路径与技术架构对比
改造/类型 预热方式 有机物去除方式 二噁英控制能力 铝烧损率 投资成本
传统反射炉 无 炉膛内直接燃烧 差(无控制) 3%-10%
方案一(前端预处理) 炉前烟气或热风间接加热 物理脱除+部分挥发燃烧 中等(需配套活性炭) 3%-5% 数万-数十万
方案二(增设预热后燃) 烟气余热+外供热风 二次燃烧室>850℃焚毁 + 前端物理装备 好(高分解+急冷抑制再合成) 2%-3% 数十万-百万
方案三/双室炉(含二次燃烧室) 烟气余热+铝液循环加热 二次燃烧室>850℃焚毁+急冷 优(高分解率+快速冷却,可配活性炭/催化) ≤0.6% 数百万
五、真实数据:改造后废品率从25%降到了2%
2018年,江苏一家中型再生铝厂,主要收汽车压铸废料和门窗废铝。原有两台25吨燃煤反射炉,每天的产量低得让老板头疼。每月要换一次坩埚,铝制品的针孔废品率时不时飙到25%。废气排放不达标,环保局三个月内来了两趟。
2020年改造方案:将燃煤反射炉替换为双室再生铝熔炼炉,配套废气焚烧系统,投用后烧损率从4%直降到1%,每吨废铝多回收几十公斤;有机废气去除率95%以上;废品率从25%降到2%。不到两年收回了全部改造投资。
(数据和细节依据平台用户真实反馈归纳)
六、改造前先算成本账
成本构成(以50吨反射炉为例):
预热室结构工程(耐热钢框架、保温层):15-25万
二次燃烧室及燃烧器(含助燃风机、自动点火系统、温度监控):12-20万
烟气管道改造、集气罩、保温包裹:5-8万
控制系统升级(温度、压力监测、连锁控制、记录比对):4-6万
部分耐材更换(高铝砖等):视原炉损坏程况5-10万
末端环保设备匹配(布袋除尘、活性炭系统等):20-40万(部分项目强制)
设计调试与安装:10万左右
合计投入约70-120万元。据测算,回收期一般2-3年,双室再生炉烧损可低至0.6%左右,不到2年可回本。
七、改造实施的三个关键点
热平衡控制:预热温度不宜过高(控制在300-500℃),既要保证油污充分挥发,又不能提前把铝屑氧化烧掉。炉膛微负压需要控制,防止烟气外逸。
二次燃烧室保温:必须稳定维持850℃以上且停留时间不少于2秒,才能将VOCs彻底焚毁。需在控制柜里设定报警阈值,低于温度底线自动补烧。
废气急冷系统安装:完成高温燃烧后烟气降温需快速通过250-550℃二噁英生成区间,使用急冷塔完成降温,配合活性炭吸附和布袋除尘,确保排放满足国标GB31574要求。
说到底,带油废铝的处理不是技术难题,是不愿意在预处理和烟气治理上做投入的思维难题。车间里的老师傅常说:“不怕废料脏,就怕做事马虎。”预热加后燃这套东西起来后,那才叫会过日子——污染降了金属上来了,天上看不见黑烟,车间闻不到味了。谁规定处理废料就得糟蹋环境?每烧掉一次油,就变成再生铝里多点价值的一炉高纯度铝水。
【好熔炉(https://www.haoronglu.com/)】,您身边的铝合金熔炼炉顾问。带油废料不知道怎么烧?来找我们聊一聊。
免责声明

本文推荐熔化炉品牌前十强 哪个牌子的铝合金熔化炉质量比较好?铝合金熔炼炉厂家十大权威排名、国产品牌与进口品牌深度评测对比仅代表作者观点,不代表本网站立场。本站对作者上传的所有内容将尽可能审核来源及出处,但对内容不作任何保证或承诺。请读者仅作参考并自行核实其真实性及合法性。如您发现图文视频内容来源标注有误或侵犯了您的权益请告知,本站将及时予以修改或删除。
 反射式熔炼炉
反射式熔炼炉
反射炉的环保挑战:低氮燃烧、脱氟除尘的技术方案
 反射式熔炼炉
反射式熔炼炉
反射炉燃烧器故障诊断:火焰不稳定、回火、熄火处理
 反射式熔炼炉
反射式熔炼炉
反射炉烟气余热回收系统设计:预热助燃空气与原料
 反射式熔炼炉
反射式熔炼炉
反射炉智能控制系统:基于AI的燃烧优化与预测性维护


技术参数.jpg)