上个月在河南一家铝板带厂,新来的技术员小刘问我:“张工,都说反射炉是靠‘反射’加热,火焰照到炉顶再反射下来,那炉顶岂不是得跟镜子一样光滑?”
我笑了。这个误解不只他有——很多人以为“反射炉”的名字意味着火焰像光一样被反射。其实,炉内的传热远比这复杂,也更有意思。
今天就跟老铁们聊聊,反射炉里那看不见的“三股力量”是怎么把火焰的热量送进铝液里的。不是念教科书,是我结合现场实测数据和传热学原理,掰开揉碎了讲清楚。
一、先看结构:反射炉到底长啥样?
在聊传热之前,得先知道炉子长什么样。
反射炉的基本结构其实不复杂:一个用耐火材料砌成的长方形大腔体,一头装着烧嘴(燃烧器),另一头连着烟道,中间是盛铝液的熔池。
具体来说有这么几个关键部分:
炉膛:最核心的空间,火焰在这里燃烧,铝液在这里熔化
炉顶:拱形或吊挂式结构,是辐射传热的关键表面
炉墙:内层耐火砖,外层保温层,把热量锁在炉子里
熔池:炉膛底部盛放铝液的地方
烧嘴:燃料和空气混合喷出燃烧的装置
烟道:废气排出的通道,往往配有换热器回收余热
这个结构的核心逻辑是:让火焰在炉膛里铺开,把整个炉膛变成一个巨大的“加热室”。不像坩埚炉那样火焰只围着坩埚转,也不像感应炉那样靠电磁场加热,反射炉是“面”加热,不是“点”加热。
二、三股力量:热量是怎么传给铝液的?
反射炉内的传热,不是一条路,而是三条路并行。我把它们称为“三股力量”。
第一股:烟气直接辐射(主角中的主角)
这是最大的一股力量。
燃料燃烧产生的高温烟气,温度通常在1200℃以上。烟气里有三原子气体——主要是二氧化碳和水蒸气——它们有很强的辐射能力。这些气体分子吸收燃烧释放的热量后,会向四面八方发射热辐射,其中一部分直接射向铝液表面。
这里有个关键概念叫“黑度”(也叫发射率),它衡量一个物体辐射能力的大小。铝液表面黑度只有0.33,意味着它吸收辐射的能力不太强——这也是铝熔炼的一个难点。
根据西安航天动力研究所2020年发表的一篇论文,他们对一台30吨圆形熔铝炉的传热做了精确计算,结果很有意思:
烟气直接辐射传热功率:487.04 kW
占总传热比例:65.84%
这说明什么?说明将近三分之二的热量,是靠烟气自己“发光发热”直接传给铝液的。不是炉顶反射,是烟气自己就在辐射。
第二股:炉壁二次辐射(最佳助攻)
烟气辐射的同时,也在加热炉顶和炉墙。
炉顶和炉墙被加热到八九百度甚至上千度后,它们自己也变成辐射源,向铝液发射热辐射。这个叫“二次辐射”。
论文里的计算数据:
炉壁辐射传热功率:209.73 kW
占总传热比例:28.35%
加起来,两股辐射力量占了总传热的94%以上。
这就说清楚了:反射炉的“反射”二字,严格来说不准确。更准确的名字应该是“辐射炉”——因为传热的主角是辐射,不是反射。
炉顶和炉壁的作用,不是像镜子一样把火焰的光“反射”下来,而是自己吸收热量后再重新辐射出去。这是一个“吸收-再辐射”的过程,跟光的反射完全是两码事。
第三股:烟气对流(跑龙套的小角色)
除了辐射,还有对流。
高温烟气在炉膛里流动,直接冲刷铝液表面,通过对流传热把热量交给铝液。但计算表明,这股力量小得可怜:
烟气对流传热功率:43.00 kW
占总传热比例:5.81%
不到6%。在铝液升温阶段,对流基本可以忽略不计。
三、数据说话:一张表看懂热量分配
把上面这些数据汇总一下:
| 传热方式 | 传热功率(kW) | 占比 |
|---|---|---|
| 烟气直接辐射 | 487.04 | 65.84% |
| 炉壁二次辐射 | 209.73 | 28.35% |
| 烟气对流 | 43.00 | 5.81% |
| 合计 | 739.78 | 100% |
这张表把反射炉的传热本质说透了:辐射占94%,对流占6%。火焰的热量,绝大部分是通过“看不见的辐射”传给铝液的,不是靠“吹”过去的。
四、为什么铝熔炼用反射炉?优势和短板
明白了传热机理,就能理解反射炉的优缺点了。
优势
第一,容量大。 反射炉可以做很大,几十吨甚至上百吨,适合板带箔、大型压铸这样的连续生产场景。
第二,对燃料适应性强。 天然气、液化气、重油、煤粉都能烧。我在《日本炉的“能源切换”灵活性》那篇里写过,这种“杂食性”在能源价格波动大的时候特别重要。
第三,结构简单,投资相对低。 跟感应炉比,反射炉的电气系统简单得多,维护门槛低。
短板
第一,铝的黑度小,吸热慢。 铝液表面黑度只有0.33,这意味着它天生就不擅长吸收辐射热。相比之下,钢的黑度能达到0.8左右。同样的炉子熔钢和熔铝,效率完全不一样。
第二,上下温差大。 热量从上面来,铝液表面热、底部冷,不搅拌的话成分和温度都不均匀。
第三,烧损不低。 铝液直接接触烟气,氧化在所难免。
第四,传统炉型热效率低。 有文献提到,传统辐射式反射炉的热效率只有8%左右。大量热量被废气带走。
五、技术演进:从“纯辐射”到“辐射+对流”
正因为传统反射炉有这些问题,行业里一直在改进。主要的思路是:在不丢掉辐射优势的前提下,加强对流传热。
思路一:高速烧嘴冲击加热
博比巴茨公司分享过一个案例:把传统反射炉改成冲击加热炉,燃烧器装在炉顶,火焰直接冲击铝料。火焰速度可达120-150米/秒,通过对流强化传热。
效果很明显:
熔化时间从65分钟降到40-50分钟
吨铝油耗从140kg降到60kg,节能57%
炉门口不再受火焰冲击,寿命延长到2年
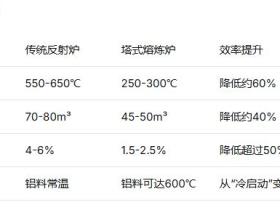
思路二:塔式预热+冲击熔化
快速熔铝炉采用“塔形预热区+箱型升温区”的结构。炉料从顶部加入,在下落过程中被上升的烟气预热到300-400℃,然后在底部被高速喷嘴冲击快速熔化。
这种炉子处理73%返料+27%铝锭时,金属损耗仅1.5%。
思路三:双室反射炉
双室反射炉由内熔室和外熔室组成,中间有通道让铝液循环。废铝在外熔室加入,直接浸泡在铝液里熔化,避免与火焰直接接触,烧损大幅降低。
数据说话:
添加剂用量只有传统反射炉的1/2到1/3
回收率提高2-5个百分点
能耗降低20-30%
我在《再生铝回收领域专用熔炼炉品牌TOP5》那篇里提到的湖南超越、重庆驰能,就是这种路线的代表。
思路四:余热回收
传统反射炉排烟温度高,有时超过1000℃。加装换热器,用废气预热助燃空气,可以大幅提高热效率。
陶瓷换热器能把助燃空气预热到300-800℃,既节能又提高燃烧温度。
六、现场经验:怎么判断一台反射炉好不好?
最后给老铁们几个现场实用的判断方法。
第一,看炉顶。 好的反射炉炉顶设计会兼顾辐射和流动——既要保持足够的辐射面积,又要让烟气顺畅流过铝液表面,不能有死角。
第二,看烧嘴布置。 传统马蹄形火焰的炉子,火焰容易冲击炉门口。现在好的设计会把烧嘴布置在炉顶或侧墙合适位置,让热量均匀分布。
第三,看搅拌装置。 既然上下温差大是反射炉的天然缺陷,有没有配搅拌装置就很关键。电磁搅拌是最理想的,能实现“无接触搅拌”,不增加烧损。
第四,看排烟温度。 伸手摸摸烟道外壁,如果烫得不敢碰,说明余热回收没做好。好炉子会把废气的热量尽量“榨干”再排出去。
【2026年春补记】
写这篇文章的时候,正好收到一份挪威科技大学关于反射炉传热的博士论文。他们用CFD模拟和实验实测结合,把辐射和对流的贡献量化得很清楚。结论跟咱们今天聊的一致:辐射是主角,对流是配角。
技术在进步,但传热的基本原理,几十年没变过。
(本文首发于好熔炉,转载请联系授权。文中信息基于公开资料及行业交流,不保证完全准确,仅供参考。)
相关阅读:
中频感应熔炼炉的“电磁搅拌”效应,对铝液成分均匀性有何好处?
如需根据您的工艺需求匹配适合的反射炉炉型,欢迎使用 如何选择铝合金熔化炉?智能筛选工具 ,输入您的产能、燃料种类、对烧损的要求等,系统将为您推荐最优方案。
了解更多技术百科知识,欢迎访问好熔炉首页
免责声明

本文推荐熔化炉品牌前十强 哪个牌子的铝合金熔化炉质量比较好?铝合金熔炼炉厂家十大权威排名、国产品牌与进口品牌深度评测对比仅代表作者观点,不代表本网站立场。本站对作者上传的所有内容将尽可能审核来源及出处,但对内容不作任何保证或承诺。请读者仅作参考并自行核实其真实性及合法性。如您发现图文视频内容来源标注有误或侵犯了您的权益请告知,本站将及时予以修改或删除。
 反射式熔炼炉
反射式熔炼炉
反射炉的环保挑战:低氮燃烧、脱氟除尘的技术方案
 反射式熔炼炉
反射式熔炼炉
反射炉燃烧器故障诊断:火焰不稳定、回火、熄火处理
 反射式熔炼炉
反射式熔炼炉
反射炉烟气余热回收系统设计:预热助燃空气与原料
 反射式熔炼炉
反射式熔炼炉
反射炉智能控制系统:基于AI的燃烧优化与预测性维护