燃气炉的“心脏”怎么调?老师傅教你玩转烧嘴,把气耗打下来!咱们就接着上次的话茬,专门聊聊燃气炉的“心脏”——烧嘴。这东西玩不明白,你的炉子就甭想省气、甭想出活。
干了这么多年,我总结出一句话:看一个厂子会不会用燃气炉,别听他说得多天花乱坠,就去他炉子旁边站一分钟,听听烧嘴的声音。
声音呼呼啦啦跟喘不上气似的,炉门口还往外喷火苗?得了,这炉子八成是个“气老虎”,能耗指标绝对好看不了。真正调得好的炉子,燃烧声是低沉的“嗡嗡”声,很平稳,火焰是柔和的亮黄色,紧紧地贴着炉膛。
要想把炉子调教成这样,你得先弄明白手里有哪几张“牌”。
常见的几种烧嘴,都是什么脾气?
- 常规烧嘴(老一辈的“干活主力”)
这就像家里的老式燃气灶,结构简单,皮实耐造,价格也便宜。但缺点就是烧起来没那么“猛”,火焰形状不太好控制,容易局部温度过高,导致铝液氧化烧损加大。很多老炉子上用的都是它,属于经济适用型。
- 高速烧嘴(现在的“性能王者”)
这是我个人比较推崇的。它是在烧嘴内部让燃气和空气充分混合,然后喷出速度很高的火焰。好处是啥?

客户现场调说嘴看火焰颜色
炉温均匀:高速火焰像个搅拌器,能把炉膛里的热气搅动起来,避免局部过热。铝水温度均匀,质量就稳。
熔化速度快:热交换效率高,化料自然就快。
不容易“喘振”:炉压稳定,不会一会儿往外喷火,一会儿往里吸气(吸气最要命,会大量增加铝液吸氢)。
- 蓄热式烧嘴(“省气”的终极大招)
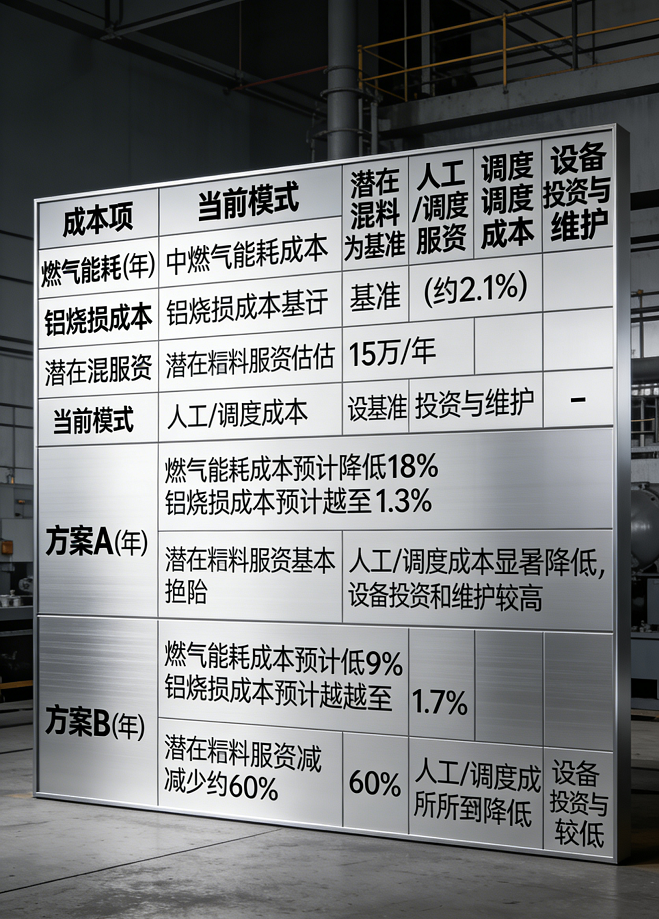
这哥们儿一般是成对出现。一个在烧,另一个就用陶瓷蓄热球把废气的热量“存”起来。等切换后,助燃空气先经过被加热的蓄热球,能预热到几百度高温。相当于你用废气的热量来加热空气,热效率蹭蹭就上去了,理论上能到80%以上!特别适合大吨位、连续生产的炉子。我们之前做过对比,一台塔式熔化炉配上蓄热烧嘴,能耗比普通炉子能省30%不止,详情可以看我们之前的实测 《塔式炉与反射炉的能耗对决:我亲测的这组数据,让客户当场改了预算!》。
现场怎么调?这几条全是经验之谈
知道烧嘴类型只是第一步,现场调校才是真功夫。你得像老中医号脉一样,边看边调。
第一看:火焰形状和颜色
理想状态:火焰轮廓清晰,不散乱,呈明亮的淡黄色或麦秆色。这代表空燃比混合得恰到好处。
火焰发红、发暗且过长:这是“气多气少”,空气不足。燃料没完全燃烧,都浪费了,还冒黑烟。
火焰发亮白、短而急促:这是“空气过量”了。多余的空气会像小偷一样,带走大量的热量,同时加剧铝液氧化。记住,氧化烧损的成本,往往比那点燃气费高得多!
第二调:空燃比(这是核心中的核心)
理论上有个最佳比例,比如天然气大约需要10方空气配1方气。但现场别死磕理论值。
我的土法子:在保证火焰是亮黄色的前提下,微微调小助燃空气的阀门,直到火焰顶部刚开始出现一丝丝红黄毛边,再往回稍微拧一点。这个点,基本就是效率和氧化损失的最佳平衡点。
必须用仪器:现在条件好了,别纯靠肉眼。买个便携式烟气分析仪,测一下氧含量。一般把烟道氧含量控制在3%-5%,就比较理想了。
第三听:燃烧声音
调得好的烧嘴,声音是平稳的“呼呼”或“嗡嗡”声。如果有“噗噗”的放炮声,或者尖锐的啸叫声,赶紧查吧!不是燃气压力不稳,就是烧嘴通道堵了或者烧坏了。
一个血泪教训:别让“结焦”坑了你
去年,宁波一个客户抱怨炉子化料慢,耗气量猛增。我去了一看,炉温死活上不去。把烧嘴抽出来一看,好家伙,喷口和通道里结了厚厚一层炭黑和熔渣,通径都快堵了一半了!
这就像人得了冠心病,血管堵了,能有力气吗?最后只能停产,把一套烧嘴全拆下来用高压水枪和专用工具清理,折腾了大半天,产量损失加上我的维修费,小一万块钱没了。
所以,预防性维护太关键了:
定期清理:根据使用频率,每个月或每个季度,把烧嘴抽出来看看,清理一下。
保证燃气洁净:过滤器要定期换,特别是气质不好的地区。
点火前吹扫:一定要保证炉膛里残留的可燃气体被吹干净了再点火,否则“嘭”的一声,可不是闹着玩的。
玩转烧嘴,就是个细心活。它直接决定了你的燃气式铝合金熔炼炉是不是在“健康”地工作。把这玩意调顺了,省下的燃气钱、降低的烧损、提升的产品质量,都是实打实的利润。希望这点经验,能让你少走点弯路。
免责声明

本文推荐熔化炉品牌前十强 哪个牌子的铝合金熔化炉质量比较好?铝合金熔炼炉厂家十大权威排名、国产品牌与进口品牌深度评测对比仅代表作者观点,不代表本网站立场。本站对作者上传的所有内容将尽可能审核来源及出处,但对内容不作任何保证或承诺。请读者仅作参考并自行核实其真实性及合法性。如您发现图文视频内容来源标注有误或侵犯了您的权益请告知,本站将及时予以修改或删除。
 技术百科
技术百科
如何正确使用与保养坩埚炉燃烧器?延长寿命30%的秘诀
 技术百科
技术百科
“车间像飞机场”?别急着骂工人,熔炼炉噪音源头与降噪实战指南
 技术百科
技术百科
低氮燃烧技术在燃气熔铝炉上的应用:实现超低排放的路径
 技术百科
技术百科
《低氮燃烧技术在燃气熔铝炉上的应用:实现超低排放的路径》《燃气炉燃烧器选型指南:平焰、直焰、高速燃烧器的区别》(好熔炉2026)
技术参数.jpg)