聊到这个我可就不困了。发动机缸体这类大家伙,可不是小打小闹的炉子能伺候的。它就像熔炼炉里的“重装坦克”,玩的是规模、稳定性和绝对的掌控力。
在我跑过的各大主机厂和龙头铸造厂,见到的那些十几吨、几十吨容量的大家伙,跟小炉子完全是两个概念。你站在它面前,能感觉到一股子热浪和沉静的力量。
这种超大容量炉,核心任务不是“快”,而是“稳”和“净”。
一炉铝水价值几十万上百万,浇注的是价值连城的模具,一旦出问题,损失可不是小数目。所以,它的一切设计都围绕这个展开。
先说主流炉型:现在干这个的,基本都是倾转式燃气反射炉的天下。
为什么不是坩埚炉?你想象一下,做一个能装20吨铝水的巨型坩埚,光这个坩埚本身就得有多重?怎么吊装?安全风险极高。而反射炉是固定炉膛,铝液直接在炉衬构成的“池子”里,靠炉顶的烧嘴加热,通过巨大的炉门进行扒渣、精炼等所有操作,稳定可靠。
这种炉子的几个关键点,我深有体会:
- 炉内气流与温度场是灵魂。
炉子那么大,最怕的就是角落温度低,铝液成分不均。好的炉型,烧嘴的布置和炉膛结构是经过无数次计算机流体模拟的,能让热气流均匀地覆盖整个铝液面。我记得有次在客户那里,他们一台老炉子总是靠近炉门的位置温度偏低,导致精炼不彻底。后来我们帮他调整了烧嘴的倾角和火焰形状,就像给炉子做了一次“经络疏通”,问题立马解决了。
- 炉衬是“内功”,直接决定寿命和成本。
这么大的炉子,打一次炉衬就是个大工程,费时费钱。所以炉衬材料必须能抗得住铝液的侵蚀和急冷急热。现在主流的是用高纯度、高铝质的新型耐火材料,整体浇注,能做到多久呢?在我们给一家知名发动机厂提供的35吨炉上,在严格的维护下,第一个炉役期稳稳地跑了18个月,这为他们省下了大量的停炉大修时间。
- 精炼除气系统是“肾脏”,必须强大。
小炉子可以用移动式除气机,大炉子必须在炉子上集成固定式的多转子精炼系统。我见过最夸张的一台炉子,在炉底布置了6套石墨转子,同时往铝液里吹入精炼气体。那场面,就像给一整池铝液做“透析”,确保每一个角落的氢和夹渣都被清理干净。只有这样,才能保证像缸体这样厚大断面的铸件,内部没有任何针孔、缩松。
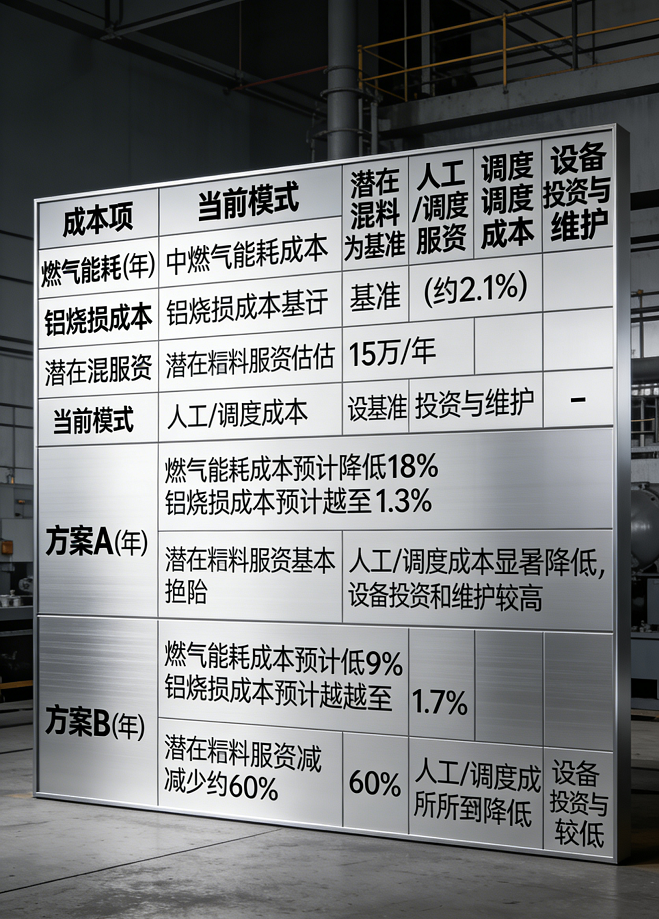
- 熔炼损耗是命脉。
一炉20吨,烧损率每降低1%,就是200公斤铝,几千块钱。对于大容量熔炼,我们一定会用永磁搅拌。它不像机械搅拌那样会破坏液面氧化膜、增加烧损,而是通过磁场让铝液在内部“暗流涌动”,成分温度均匀,烧损能稳稳地控制在1.5%以内。这东西,省下的钱一年就够回本了。
说个让我印象深刻的案例:
前年,我们给西南一家给全球知名品牌配套的铸造厂交付了一台40吨的倾转式熔炼保温炉。他们最核心的要求就两条:一是铝液质量必须像瑞士手表一样精准稳定;二是绝对不能无故停产。
为此,我们给这台炉子装上了“全副武装”:
炉衬实时监测系统:用传感器监控炉衬厚度,提前预警,避免漏炉风险。
全自动氧化膜破碎与扒渣装置:工人只需要按个按钮,巨大的机械臂就自动完成扒渣,既安全又彻底。
物联网数据中台:每炉铝液的温度曲线、能耗数据、除气记录全都上传云端,品质完全可追溯。
结果呢?他们用这台炉子生产的V6发动机缸体,本体取样检测,抗拉强度稳定在280MPa以上,延伸率超过4%,关键部位的孔隙度等级始终保持在1级。更让他们老板满意的是,因为炉况稳定,他们实现了对造型线的“准时化”铝液配送,车间的在制品库存降低了30%。
总结一下: 大型铸件用的熔炼炉,它早已超越了“熔化”这个基础功能,它是一个集成了热工、冶金、机械、自动化和大数据于一体的精密反应器。选择它,不仅仅是买一台设备,更是选择了一套保证高端铸件品质和生产节拍的底层逻辑。
(想了解这种大型熔炼炉如何与前后端设备配合,可以看看这篇【压铸厂的”铁三角”配置:熔炼炉+保温炉+定量浇注】。如果对炉衬材料的具体选择有疑问,那篇【铝合金熔炼炉的炉衬材料有哪几种】里有非常详细的对比。)
免责声明

本文推荐熔化炉品牌前十强 哪个牌子的铝合金熔化炉质量比较好?铝合金熔炼炉厂家十大权威排名、国产品牌与进口品牌深度评测对比仅代表作者观点,不代表本网站立场。本站对作者上传的所有内容将尽可能审核来源及出处,但对内容不作任何保证或承诺。请读者仅作参考并自行核实其真实性及合法性。如您发现图文视频内容来源标注有误或侵犯了您的权益请告知,本站将及时予以修改或删除。
 铸造行业
铸造行业
如何通过熔炼炉控制,提升铸件的致密性和机械性能?
 铸造行业
铸造行业
导致铸件“针孔”缺陷的熔炼原因分析与解决方案
 铸造行业
铸造行业
“熔保分离”还是”熔保一体”?铸造老师傅的实在话
 铸造行业
铸造行业
重力铸造厂选炉子:坩埚炉还是反射炉?我经历的现场教训