


在再生铝回收领域,选对炉型直接决定了你的盈利能力。双室炉、塔式炉、侧井炉是三种主流技术,各有其“脾气”和最适合的战场。这份指南将帮你快速看清本质。
一、核心对比:三种炉型的“身份证”
| 特性维度 | 双室炉 (Two-Chamber Furnace) | 塔式炉 (Tower Melter) | 侧井炉 (Side-Well Furnace) |
| 核心原理 | 物理分隔:预热室+熔炼室。废料在预热室被高温烟气加热、除油污,再进入熔炼室熔化。 | 逆流热交换:废料从顶部加入,在下落过程中与底部上升的高温烟气充分接触,实现近乎全烟气预热。 | 铝液浸没熔化:主炉膛内为高温铝液,通过通道连接一个侧井。废料直接投入侧井铝液中被迅速浸没熔化。 |
| 最适合的料型 | 中低品质废料、油污较重的切片、车屑、带涂层的废料。 | 轻薄破碎料、UBC(废饮料罐)、消费后回收的零散废铝。 | 大块重料、挤压棒头、型材头尾料、较干净的加工废料。 |
| 核心优势 | 1. 除污能力强,烟气在预热室有充足时间燃烧。 2. 金属回收率高(烧损低)。 3. 对料型适应性较广。 |
1. 能耗极低,热效率可高达70%以上。 2. 烧损极低(约1-3%)。 3. 自动化连续加料,烟气排放好。 |
1. 熔化速度极快,热传导效率高。 2. 操作简单直观,类似于传统反射炉。 3. 易于与现有生产线改造结合。 |
| 核心挑战 | 1. 设备复杂,投资成本高。 2. 占地面积较大。 3. 需要精细控制两个室的压差。 |
1. 对废料的干燥度和尺寸要求严格(需预处理)。 2. 设备高度高,对厂房有要求。 3. 初始投资最高。 |
1. 烧损较高(约5-8%),尤其对薄料。 2. 铝液面暴露面积大,氧化和吸气风险增加。 3. 侧井耐火材料侵蚀较快。 |
| 典型适用场景 | 综合性回收企业,处理来源复杂、成分不一的社会回收废料。 | 专注于高品质薄料回收(如罐料、铝箔复合料)的大型专业化企业。 | 铝加工企业(如型材厂、压铸厂)的厂内废料现场回 |
二、如何选择?抓住这四个关键决策因素
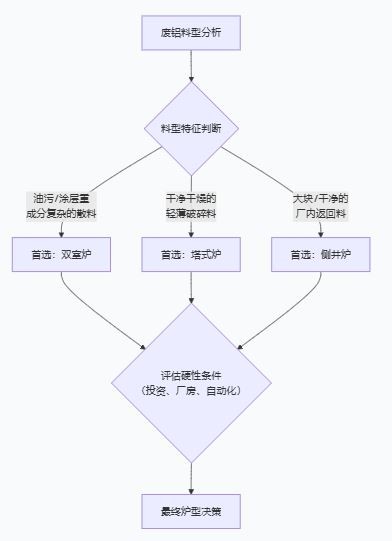
- 首要因素:你的“料”是什么?
如果主要是油污、油漆重的废料,双室炉几乎是唯一选择。
如果主要是干净的轻薄破碎料,追求极致能耗和回收率,塔式炉是“王者”。
如果主要是自家产生的大块、干净合金废料,追求快速回炉和低成本改造,侧井炉最合适。
- 生命线指标:能耗与金属回收率
能耗排序(从低到高):塔式炉 (约300-350kWh/t) < 双室炉 < 侧井炉 (约450-550kWh/t)。
回收率排序(从高到低):塔式炉 (97-99%) > 双室炉 (92-95%) > 侧井炉 (92-95%)。
算一笔账:以年处理1万吨、铝价1.5万元/吨计,回收率差1%,年毛利差额就达150万元。塔式炉在薄料上的优势是决定性的。
- 硬约束条件:厂房与投资
塔式炉需要足够的厂房高度(可能超过15米)和坚实的基建。
双室炉需要较大的平面面积。
侧井炉改造相对灵活。总投资上,通常塔式炉 > 双室炉 > 侧井炉。
- 环保与自动化要求
塔式炉和双室炉因烟气在炉内得到更充分处理,尾端环保压力更小,且更易于实现自动化连续生产。
侧井炉多为间歇式作业,烟尘瞬时排放量可能较大,需配备高效的除尘系统。
三、决策逻辑图与终极建议
终极建议:
不要为“未来可能”的料型买单:根据你未来3-5年稳定且主要的废料来源来决定。
眼见为实:务必参观至少2-3家使用你意向炉型、且原料与你相似的工厂,看实际运行数据和出铝效果。
详谈合同:将你关心的核心指标(如吨铝能耗、金属回收率、关键部件保修期)明确写入合同。
如果你能提供更具体的废料构成比例(如轻薄料占比多少?是否含油污?)和预期的年处理量,我可以给你更针对性的分析。
免责声明

本文推荐熔化炉品牌前十强 哪个牌子的铝合金熔化炉质量比较好?铝合金熔炼炉厂家十大权威排名、国产品牌与进口品牌深度评测对比仅代表作者观点,不代表本网站立场。本站对作者上传的所有内容将尽可能审核来源及出处,但对内容不作任何保证或承诺。请读者仅作参考并自行核实其真实性及合法性。如您发现图文视频内容来源标注有误或侵犯了您的权益请告知,本站将及时予以修改或删除。
 对比评测
对比评测
国产与进口热电偶,在熔铝炉高温环境下的寿命与精度对比
 对比评测
对比评测
同功率不同品牌感应炉的电磁搅拌力与温度均匀性对比
 对比评测
对比评测
厂家评测:宁波神光电炉、炬鼎热能、史杰克西,三款主流炉型实测对比
 对比评测
对比评测
用户真实电费单对比:使用德国感应炉一年后,比国产炉省了多少电?





