


干了二十多年,我拆开修过的感应炉线圈少说也有上百套。这玩意儿,行内叫 “铜套” ,它就是感应炉的心脏和主动脉——血液(电流)从这里泵出,动力(热量)靠它产生。一套线圈少则几万,多则几十万,换一次还得停产个把星期。但太多厂子,对它都是“平时不烧香,急来抱佛脚”,直到炉子功率上不去、频繁报警,甚至铝水快漏出来了才傻眼。今天,我就把铜套那点事儿,从怎么伺候到什么时候该换,一次给你讲透。
一、铜套的“工作环境”:它是在“炼狱”里跳舞
想维护好它,你得先知道它多不容易。它同时承受着“水、火、电、力”四重夹击:
- 电:通着几千到几万安培的巨电流。
- 热:紧贴着上千度的炉膛,自身还被电流加热。
- 水:内部必须靠高压高速的冷却水来保命,水温、水质、水压差一点都要命。
- 力:强大的电磁力会让它产生100Hz(工频)或更高频率的振动,拼命想把它扯变形。
它的失效,从来不是突然的,而是一个从“亚健康”到“病危”的缓慢过程。维护的目标,就是把这个过程拉到最长。
二、日常维护“三板斧”:七分功夫在平时
第一斧,也是最重要的一斧:管好水,就是保住命
铜套的寿命,八成由冷却水决定。这不是危言耸听。
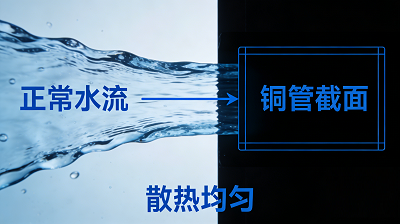
水质是根基:必须用软化水或去离子水!严禁直接使用自来水、井水。水里的钙镁离子一加热就结垢,像血栓一样堵在细小的水冷管内(见图1),导致局部过热,铜管强度下降、鼓包甚至烧穿。硬度、PH值、电导率要定期检测。
图1:水垢堵塞冷却水管示意图
参数是生命线:
水压:必须稳定在厂家要求值(通常0.20.4MPa)。压力不够,水流速慢,带不走热量;压力波动,会引起气穴腐蚀。
水温与温差:进水温度一般要求低于35℃,出回水温差最好控制在510℃以内。温差过大,说明水流不足或发热太猛。
流量:用超声波流量计定期测,确保达到设计值。
老师傅土法:用手摸。定期去摸每一匝铜套的出水软管,温度应该基本一致。如果有一根或几根特别烫,警报就响了——要么内部结垢,要么对应那匝铜管有局部短路,发热异常。关于冷却水系统的深度保养,我在《感应熔炼炉冷却系统详解:水冷电缆、电容器、线圈的冷却要求》里写过血泪教训,那是保命的知识。
第二斧:保持清洁与绝缘
表面清洁:定期用干燥压缩空气吹扫线圈表面和匝间缝隙,防止金属粉尘、氧化物堆积。这些导电尘埃在高压下可能引起匝间打火。
绝缘监护:线圈的绝缘层(通常是喷涂或包裹的绝缘材料)是防止对地短路的屏障。检查有无龟裂、剥落。每月至少一次用1000V兆欧表测量线圈对地绝缘电阻,新线圈应大于100兆欧,运行中逐渐下降,如果低于5兆欧,就必须高度警惕,查明原因。
第三斧:紧固与减震
检查所有紧固件:包括线圈自身的支撑螺杆、水冷连接头的卡箍、母线排的连接螺栓。在电磁力长期振动下,它们可能会松动,导致接触电阻增大、发热或漏水。
观察线圈有无变形:停机冷炉时,用肉眼或拉线法检查线圈圆度。轻微变形尚可接受,如果出现明显的椭圆、内凹或“香蕉形”,说明电磁力已造成永久变形,强度下降,离出事不远了。
三、更换周期与预警信号:没有固定年限,只有明确指标
铜套没有“三年必须换”的说法。它的寿命从2年到10年不等,完全取决于上述维护水平和工作强度(功率密度)。判断该不该换,看下面这些硬指标,一个中了就得准备,多个中了必须立刻停炉:
- 绝缘电阻跌破安全线:多次测量均低于1兆欧,且无法通过清洁、干燥恢复。这是高压击穿的前奏。
- 确认漏水:这是红色最高警报! 冷却水压力持续下降,或在炉体周围、线圈下方发现水迹。铜套漏水意味着铝水随时可能渗入,引发爆炸。必须紧急停炉!
- 线圈严重变形:肉眼可见的扭曲、塌陷,或与炉衬之间的间隙严重不均。
- 电气性能严重劣化:在同等炉况下,达到目标功率所需的输入电流显著增大,电耗上升,熔化速度下降。这往往是匝间短路或线圈电阻增大的综合表现。
- 频繁的过流、过热报警:排除了电源和冷却系统问题后,报警依然指向线圈本身。
- 炉衬多次异常损坏:如果在同一位置连续发生炉衬过早侵蚀或击穿,可能是对应位置的线圈已变形,导致电磁场分布不均,产生局部热点。
四、更换实操:这是个技术活,更是安全活
一旦决定更换,务必遵循以下流程:
- 彻底停电、放电、验电:安全是第一位。必须断开所有电源,并对电容器等进行充分放电。
- 拆卸记录:拍照、录像、画草图,记录每一根水管、电缆的连接方式和位置。做好标记。
- 旧线圈处理:小心拆下,检查炉壳内壁有无渗铝痕迹。这是评估事故风险的关键一步。
- 新线圈验收:
检查外观无磕碰。
必须做水压试验:通常打1.5倍工作压力,保压30分钟,检查所有焊缝和接头。
测量冷态绝缘电阻和直流电阻,数据存档。
- 安装的精细活:
确保线圈与炉壳、线圈匝间所有绝缘垫块安装到位、牢固。
水管和电缆接头必须使用指定力矩扳手按厂家要求紧固,过紧过松都会漏水或发热。
恢复后,再次测量绝缘。
- 烘炉与试运行:严格按照新炉衬的烘炉曲线进行,同时密切监测线圈的进出水温差、绝缘电阻变化。
五、算好经济账:维护省小钱,更换亏大钱
我们来算笔账:
一次非计划更换线圈:线圈材料费(假设15万)+ 停产一周损失(假设20万)+ 紧急抢修人工外协费(5万)= 至少40万元。
全年高标准水处理与维护成本:水处理设备折旧+树脂+电费+人工,最多23万元。
用3万的年成本,去规避40万的潜在损失,并延长设备寿命23年。这笔投资回报率,高达十倍以上。
总结:把铜套当“祖宗”供着,它才给你卖命
铜套维护,核心就一句话:像对待心脏搭桥手术后的血管一样对待它。
- 血液(冷却水)必须干净、稳定、充足。这是重中之重。
- 定期做“心电图”(测绝缘、看参数),发现异常早干预。
- 该做“手术”时别犹豫,硬扛的结果往往是灾难性的爆炸事故。
- 更换时,精度和标准高于速度,一次装好,保用多年。
记住,在感应炉的世界里,你对核心部件多一份细致,它就回报你十分安稳。当你不再为线圈的突发故障而半夜惊心时,你才真正掌握了这台设备。
本文由 [好熔炉](https://www.haoronglu.com/) 平台特邀资深维修专家撰写,融合数十年一线实战经验。感应炉核心部件维护是专业性极强的系统工程,若您需要针对特定炉型进行深度诊断或更换方案评估,欢迎通过我们的平台联系专家团队,获取一对一技术支持。
免责声明

本文推荐熔化炉品牌前十强 哪个牌子的铝合金熔化炉质量比较好?铝合金熔炼炉厂家十大权威排名、国产品牌与进口品牌深度评测对比仅代表作者观点,不代表本网站立场。本站对作者上传的所有内容将尽可能审核来源及出处,但对内容不作任何保证或承诺。请读者仅作参考并自行核实其真实性及合法性。如您发现图文视频内容来源标注有误或侵犯了您的权益请告知,本站将及时予以修改或删除。
 技术百科
技术百科
铝液精炼技术大全:旋转除气、熔剂法、真空处理的原理
 技术百科
技术百科
燃气炉安全控制系统:熄火保护、漏气检测、紧急切断阀
 技术百科
技术百科
如何正确使用与保养坩埚炉燃烧器?延长寿命30%的秘诀
 技术百科
技术百科
“车间像飞机场”?别急着骂工人,熔炼炉噪音源头与降噪实战指南




